想知道【无缝钢管】-焊管多年经验值得信赖产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:金华浦江【无缝钢管】-焊管多年经验值得信赖的图文介绍
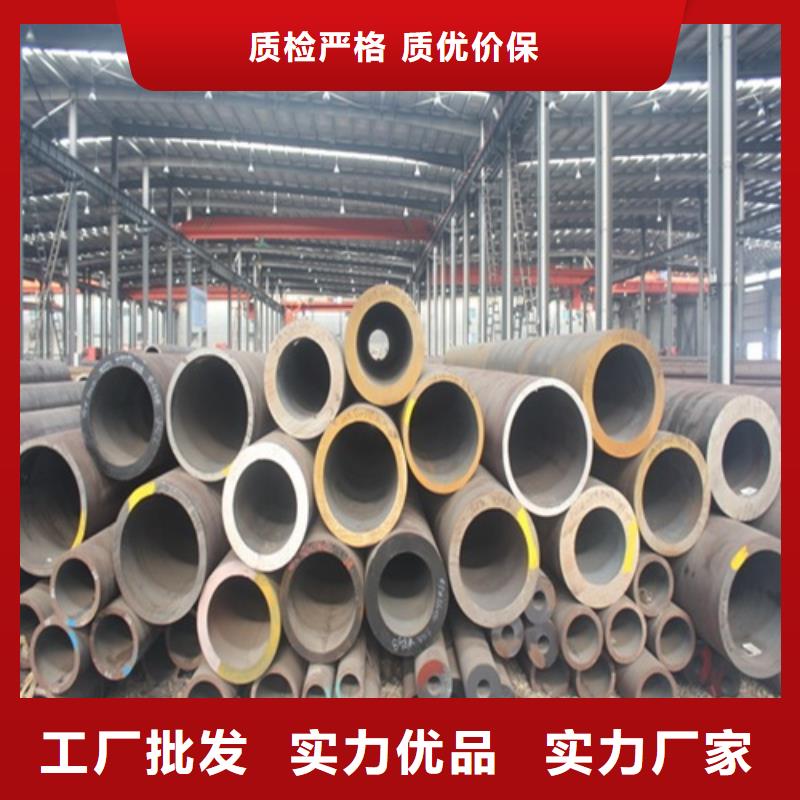
鹏鑫钢铁(金华市浦江县分公司)销售: 无缝钢管,品种全,价格低。产品畅销全国多个省市自治区。产品各项指标均符合标准,产品质量可靠、性能稳定。多年来公司牢牢把握技术创高新,产品创品牌,这一永恒主题,以诚信为立企之本,不断企业的品位,与各界新老顾客朋友共同促进,共谋发展,以创佳绩。公司始终以完善服务、合理的价格服务于广大客户。我们将继续致力于为客户提供产品和满意的服务,以赢得客户对我们的信任和支持。

无缝连接钢管含碳量为0.45%左右,含有一些少量锰、硅等,硫磷含量相对较低的优质以及碳素结构钢。无缝钢管又分为GB8162.GB这两种常用的8163,但45#钢只有GB45#是机械加工中常用的材料。 20#无缝钢管和45#无缝钢管c.Si.Mn.P.S45#含量不同,高于20#。20#无缝钢管淬透性.淬硬性低.塑性.韧性.焊接性好,热轧或正火后韧性好,可制作不太重要的中型.小型渗碳.碳氮共渗件.杠杆轴等锻件.变速箱变速叉.齿轮,重型机械拉杆.钩环等。 45#无缝钢管是常用的中碳调质钢,综合机械性能好,淬透性低,水淬时容易开裂。小零件应调质,大零件应正火,主要用于制造高强度运动零件,如透平机叶轮.压缩机活塞.齿轮.齿条.蜗杆等。


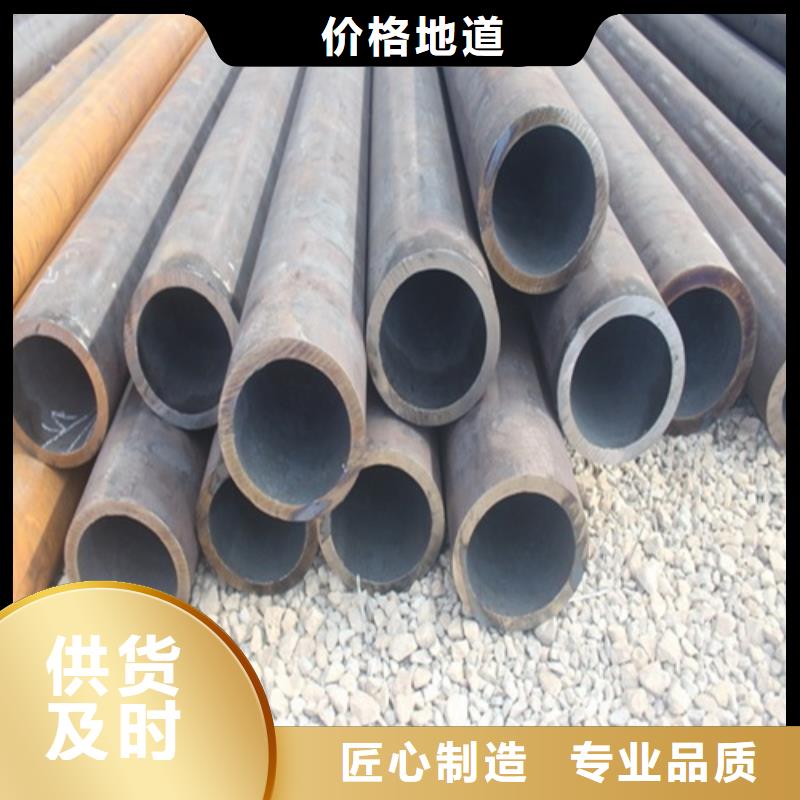
无缝钢管是生产和生活中重要的钢管类型,是钢管中坚固耐用的重要钢材。无缝钢管在使用中也会遇到弯曲变形。当无缝钢管弯曲变形时,只要能矫正,无缝钢管就可以继续使用,否则无缝钢管会影响使用。无缝钢管的弯曲度也可以控制,应从以下几个方面进行控制: 可从以下几个方面控制无缝钢管淬火时的弯曲度: (1)采用先外喷后内喷的分步进行冷却系统工艺。由于无缝钢管的内部喷水从无缝钢管的一端流向另一端,无缝钢管两端的冷却速度不同,导致无缝钢管弯曲。因此,可采用外部喷水冷却,使无缝钢管表面首先可以发生发展组织结构变化,然后通过采用公司内部喷水冷却方式方法,避免无缝钢管弯曲畸变,内部喷水比外部喷迟2~10s。 (2)减少旋转轮上无缝钢管的悬挂端长度。通过合理布置旋转轮和控制无缝钢管长度,使无缝钢管端部悬浮量控制在600mm 以内,可有效降低无缝钢管端部淬火时的离心力和弯曲度。 (3)合理有效控制进行旋转轮转速。 (4)控制水淬转轮中心。旋转轮进行中心存在偏差对无缝钢管淬火时弯曲度有较大发展影响。研究表明,转轮中心距应控制在0 ~ 5mm。 (5)控制企业内外喷水量及均匀性。外表面层流冷却和内轴向喷射用于油井管淬火时,外喷射水的大小和均匀性、内喷射水的大小以及内喷射水的作用也是影响无缝钢管水淬曲率的重要因素。



无缝钢管的高强度性能是什么? 无缝钢管应用广泛,尤其是在建筑和工程行业。随着社会的不断发展和住房需求的不断增加,工程量也在不断增加,对无缝钢管的需求也很大。普通无缝钢管的强度也比较高,那么其高强度的具体表现是什么呢?让我们和无缝钢管制造商的小边详细了解:如果你选择普通钢管,那么你订购的钢管,你收到的钢管,型号会有很大的误差。即使在钢管的不同部位,内径或壁厚也会有很大的差别。这种管道,在使用管理过程中,肯定会发展带来很多社会问题。但无缝钢管是不同的,这种钢管对于任何部位的管道标准,都有非常严格的要求。虽然无缝钢管,也是我们不可能的,管道各方面的尺寸,都完全没有符合中国这个 标准。但是无缝钢管,能将误差控制在一个很小的范围内。一般来说,这种误差不会超过两个标准,这对大多数行业来说已经足够了。








 扫一扫
扫一扫